Shielding− gases
To prevent weld contamination and electrode deterioration the gas shield must (a) prevent atmospheric contamination of the weld and (b) not react with molten or solidifying weld metal or the tungsten electrode.
The typical shielding gases used in TIG Welding are:
- Argon − Suitable for most applications
- Helium − Gives better penetration and heat input. This gas is more expensive than argon and because of this is sometimes used as a mixture of 5% helium and 95% argon for welding


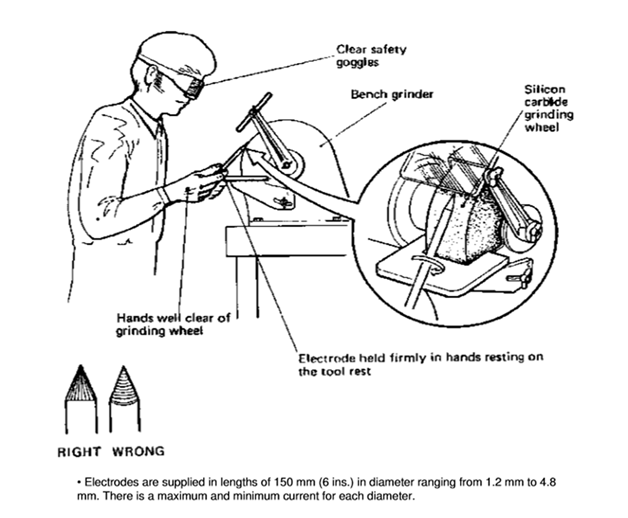
Electrodes
Electrodes are made from tungsten and contain small percentages of either THORIUM or ZIRCONIUM. These additions ensure better arc striking ability and stability.
- Thoriated tungsten electrodes should be used for DC welding.
- Zirconiated tungsten electrodes should be used for AC welding, and are particularly suitable for welding aluminum and its alloys and magnesium and its alloys.
- Tungsten electrodes are identified by color code:
− 1 % Thoriated tungsten electrodes have a BLUE tip. − 2 % Thoriated tungsten electrodes have a RED tip. − 1 % Zirconiated tungsten electrodes have a BROWN tip.
Common Defects In GTAW
It is quite easy to encounter many kinds of discontinuities and defects when first learning the GTAW process. Discontinuities and defects can be caused by many factors, including:
- Improper welding techniques
- Improper shielding gas
- Improperly prepared or contaminated base metal
- Dirty or contaminated electrode
- Improper secondary circuit
- Equipment problems


The most common weld defects are:
- Lack of Penetration
- Incomplete Fusion
- Porosity
- Undercutting
- Cracking
